High-precision laboratory and clinical supplies engineered for global standards.
The global Clinical Lab Equipment industry is undergoing a monumental shift, driven by the increasing prevalence of chronic diseases and the rising demand for early diagnostic capabilities. As of 2024, the market is valued at over USD 70 billion, with a projected compound annual growth rate (CAGR) of 6.5% over the next decade. In this sophisticated landscape, laboratories are no longer just testing centers; they are data-driven hubs that require high-precision instruments, sterile consumables, and automated systems to ensure patient safety and diagnostic accuracy.
From North America to the emerging markets in Asia-Pacific, healthcare providers are prioritizing reliability and scalability. Modern clinical settings demand equipment that integrates seamlessly with Electronic Health Records (EHR) and laboratory information systems (LIS). For global buyers, the challenge lies in sourcing equipment that balances cutting-edge technology with cost-effectiveness—a gap that top-tier Chinese factories like Ningbo Mainline Medical are expertly filling.
Supplying critical medical supplies to over 50 countries across Europe, Asia, and Africa.
Adopting AI-enhanced manufacturing to ensure 99.9% product consistency and safety.
Strategic location near Ningbo and Shanghai ports ensures optimized logistics for bulk orders.
The "Smart Lab" concept is now a reality. Automation in sample handling and AI-driven data analysis are reducing human error and increasing throughput. Our factory aligns with these trends by producing high-quality disposables that are compatible with automated diagnostic platforms.
There is a massive shift from centralized labs to decentralized testing. This requires portable, durable, and easy-to-use clinical tools. We focus on the ergonomics of our medical consumables to ensure they perform flawlessly in both hospital and remote settings.
The medical industry is under pressure to reduce plastic waste. We are investing in R&D for medical-grade PVC and silicone alternatives that offer the same life-saving performance with a reduced environmental footprint, meeting the stringent ESG requirements of global distributors.
Ningbo Mainline Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products in China. With over 10 years of experience in the medical field, our company has built a strong reputation for providing reliable and innovative solutions to meet the needs of healthcare professionals and patients worldwide.

Headquartered in Ningbo, Zhejiang Province, and strategically located near the port of Shanghai, we operate a state-of-the-art manufacturing facility where we produce a wide range of essential medical products, including syringes, infusion sets, gloves, and face masks. Our commitment to quality and innovation has made us a trusted partner for customers across Europe, Africa, Asia, and America.
To better serve our growing customer base, we have formed strong partnerships with over 5 strategic partners, each specializing in the production of complementary medical products such as urine bags, surgical gowns, medical tubes, wound dressings, syringes, diagnostic tools, and laboratory products. These collaborations ensure we can offer a comprehensive product portfolio that meets the diverse needs of healthcare facilities and distributors.
The procurement landscape for clinical equipment has changed. Modern buyers prioritize Supply Chain Resilience and Compliance. As a premier China Clinical Lab Equipment Factory, Ningbo Mainline Medical offers several distinct advantages:

Our products are utilized in various critical environments across the globe.
Our disposable PVC anesthesia masks and resuscitator ambu bags are vital for respiratory support in high-pressure emergency departments and ICUs.
Reliable laryngeal mask airways and breathing circuits ensure patient stability during complex surgical procedures, favored by anesthesiologists worldwide.
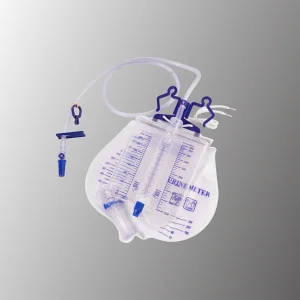
Our 100% silicone foley catheters and urine drainage bags are designed for patient comfort and infection control in geriatric and rehabilitation centers.
At Ningbo Mainline Medical, we understand that the foundation of healthcare lies in the quality and reliability of medical supplies. This is why we have established a robust quality control system, with a dedicated QC team monitoring every stage of production across all our product lines. We adhere to strict international standards to guarantee the highest level of quality and safety.
In the clinical lab environment, even a minor defect in a consumable can lead to contaminated samples or patient discomfort. Our 72-hour closed suction catheters and T-tap outlet valves are tested under extreme conditions to ensure zero leakage and maximum durability. Looking ahead, we will continue to focus on improving operational efficiency, expanding our product offerings, and ensuring the highest standards of service for our customers. We aim to play a key role in promoting human health by providing superior medical products that contribute to better patient outcomes worldwide.
Trusted by healthcare professionals for over a decade.