In the rapidly evolving landscape of modern medicine, mechanical ventilators have become the cornerstone of critical care. As an experienced exporter in the medical device sector, we observe that the global market is shifting from basic emergency response units to highly sophisticated, intelligent systems that offer personalized ventilation strategies. The post-pandemic era has underscored the absolute necessity for robust supply chains. Hospitals worldwide are no longer just looking for equipment; they are seeking reliable factory partners who can guarantee quality compliance (CE/ISO) and consistent production output.
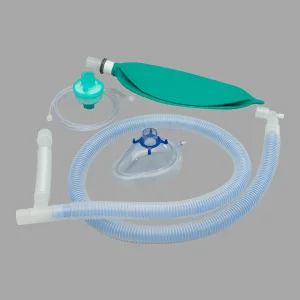
Current trends in the mechanical ventilation industry focus on three pillars: Miniaturization, AI-Integrated Monitoring, and Universal Compatibility. Modern intensive care units (ICUs) and pre-hospital emergency services require equipment that is portable yet powerful. Furthermore, there is a rising demand for specialized interfaces—such as the breathing circuits, anesthesia masks, and endotracheal tubes we manufacture—that minimize patient discomfort while maximizing clinical outcomes. Our research indicates that healthcare systems are prioritizing "connected care," where ventilator circuits and airway management tools must integrate seamlessly with various ventilator brands, a challenge that our R&D team continuously solves.
Global procurement offices for hospitals and large-scale medical distributors are moving away from intermediaries. Why? Transparency and Traceability. When you partner directly with a top-tier factory, you gain:
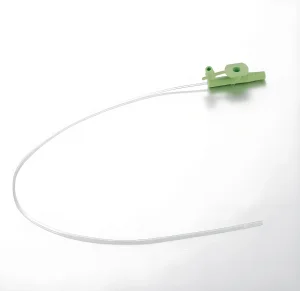
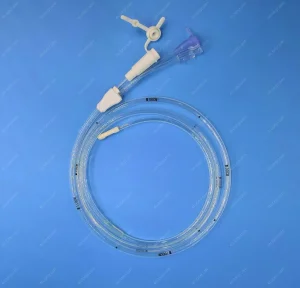
From the bustling trauma centers in Europe to rural clinics in developing regions, the application of respiratory consumables varies greatly. Our products are engineered for versatility. For instance, our Medical Suction Catheters and Ventilator Breathing Circuits are designed to be compatible with diverse international standards, ensuring that whether a hospital uses American-brand or European-brand ventilators, our consumables serve as the perfect interface. This "Universal Adaptability" is a primary reason why we are a trusted exporter to Africa, Asia, and the Americas.

Ningbo Mainline Medical Co., Ltd. stands at the forefront of the medical device manufacturing industry in China. With over 10 years of dedicated experience, we have evolved from a local factory into a global powerhouse for critical respiratory and emergency supplies.
Strategically headquartered in Ningbo, Zhejiang, we leverage our proximity to the Shanghai port to ensure swift, efficient global logistics. Our commitment to excellence is reflected in our state-of-the-art facility, where precision meets safety. We don't just manufacture; we innovate to save lives.
Our Quality Management System is built on the rigorous foundation of CE and ISO standards. We believe that reliability is the most important feature of any medical device. Through strategic partnerships and an unwavering dedication to R&D, we offer a comprehensive portfolio that serves healthcare facilities, distributors, and patients across the globe.