Advanced Clinical Solutions for Critical Care and Patient Mobility
Navigating the Shift Toward Smart Assistive Technologies
The global market for Mobility Aids and Clinical Assistive Devices is currently undergoing a paradigm shift. Driven by an aging global population and the increasing prevalence of chronic respiratory and urological conditions, the demand for sophisticated, reliable, and ergonomically designed medical consumables has never been higher. As a premier OEM/ODM Mobility Aids Supplier, we recognize that "mobility" extends beyond wheelchairs; it encompasses the critical infrastructure that allows patients to move safely within clinical environments—including lightweight breathing circuits, secure drainage systems, and portable resuscitation kits.
Current industrial trends indicate a move toward biocompatible silicone materials and integrated IoT sensors for real-time monitoring. For exporters, this means maintaining a delicate balance between cost-efficiency and uncompromising safety standards (CE/ISO/FDA).
Years Experience
Countries Served
Strategic Partners
QC Compliance
The Ningbo Advantage: Strategic Logistics & Manufacturing Power
Located in Ningbo, Zhejiang, adjacent to the Port of Shanghai, we offer unparalleled access to global shipping lanes, reducing lead times and logistical overhead for international buyers.
Our state-of-the-art facility utilizes high-precision injection molding and automated assembly lines for tubes, masks, and bags, ensuring 99.9% consistency in mass production.
By integrating vertically with our strategic partners, we mitigate risks of raw material shortages, providing a "one-stop" procurement hub for medical distributors.
Innovating for the Next Generation of Assistive Care
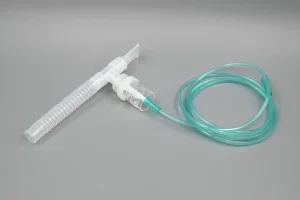
Transitioning from traditional PVC to High-Grade Medical Silicone and TPU. Our current portfolio already features smoothbore breathing circuits and laryngeal masks designed for reduced friction and maximum patient comfort.
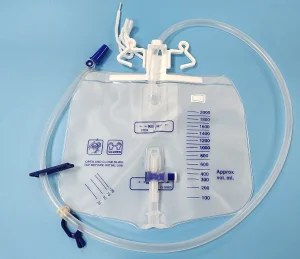
Development of "Smart Drainage" systems with electronic sensors to monitor output and alert nursing staff. This aligns with the global trend of Digital Health & Mobility Monitoring.
Implementing eco-friendly manufacturing processes to reduce the carbon footprint of disposable medical devices, meeting the "Green Procurement" requirements of European and North American hospital groups.
Providing Specific Solutions for Diverse Global Markets
Focus on long-term catheterization and respiratory support. Our Silicone Foley Catheters are designed for extended use with minimal irritation, critical for geriatric home care.
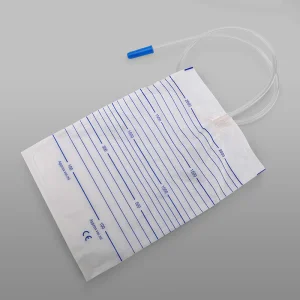
High-efficiency, cost-effective disposable kits. We provide bulk OEM sterile urine bags and resuscitator bags that balance high durability with affordable unit pricing.
Precision-engineered anesthesia circuits and airway management tools. Our Laryngeal Masks offer superior seal performance for rapid surgical interventions.
Ningbo Mainline Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products in China. With over 10 years of experience in the medical field, our company has built a strong reputation for providing reliable and innovative solutions to meet the needs of healthcare professionals and patients worldwide.
Headquartered in Ningbo, Zhejiang Province, we operate a state-of-the-art manufacturing facility producing essential medical products, including syringes, infusion sets, and face masks. Our commitment to quality and innovation has made us a trusted partner for customers across Europe, Africa, Asia, and America.

To better serve our growing customer base, we have formed strong partnerships with over 5 strategic partners specializing in urine bags, surgical gowns, medical tubes, and laboratory products. Our robust quality control system, managed by a dedicated QC team, ensures every product adheres to strict international standards.
Our company is fully certified with CE and ISO standards, reflecting our commitment to global safety requirements. Looking ahead, we aim to play a key role in promoting human health with a focus on innovation, love, and respect for human life.

Reliable Solutions for Urology, Respiratory, and Anesthesia Care