Market Growth Rate
Export Countries
Advanced Tech Basis
Continuous Operation
The global Oxygen Concentrator industry has undergone a radical transformation in the last five years. No longer just a niche medical device, oxygen therapy equipment has become a critical pillar of global healthcare infrastructure. From the bustling hospitals in North America to remote clinics in Southeast Asia, the demand for reliable, high-purity oxygen is at an all-time high.
As a leading China Oxygen Concentrator Factory, we observe that the industry is shifting from large, immobile cylinders toward compact, efficient, and cost-effective PSA (Pressure Swing Adsorption) technology. This technology allows for the extraction of medical-grade oxygen directly from the ambient air, providing a sustainable and infinite supply for patients with COPD, respiratory distress, or post-operative recovery needs.
Global procurement trends show a massive surge in demand for Portable Oxygen Concentrators (POCs). Patients today seek mobility and independence. Modern units are now lighter than 2kg, FAA-approved for flight, and equipped with long-lasting lithium batteries, allowing users to maintain an active lifestyle while receiving essential therapy.
The integration of AI and IoT is the "next big thing." Future concentrators will feature smart sensors that adjust oxygen flow based on the user's real-time SpO2 levels and respiratory rate. As a forward-thinking Oxygen Concentrator Supplier, we are investing heavily in smart monitoring systems that alert doctors or caregivers via mobile apps if any abnormality occurs.
While medical use remains dominant, the industrial application of oxygen concentrators in aquaculture, ozone generation, and laboratory research is expanding. Furthermore, the Veterinary Oxygen market is seeing a 15% year-on-year growth, as advanced pet clinics seek professional-grade oxygen delivery for animal surgery and recovery.
Sustainability is now a core requirement in global procurement. Modern factories focus on reducing decibel levels below 40dB for home use and optimizing power consumption to ensure the devices can be used in regions with unstable power grids through low-voltage operation and efficient compressors.
When international buyers—ranging from NGOs and government health departments to private medical distributors—look for an Oxygen Concentrator Factory in China, they prioritize three things: Reliability, Certification, and Scale.
Professional oxygen solutions tailored for various environments across the globe.
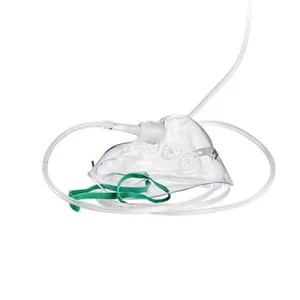
In central medical facilities, our concentrators serve as reliable backups to liquid oxygen tanks or as primary sources for independent clinics. They are often used in conjunction with Venturi masks or nebulizers for precise therapy.
The aging population in Europe and Japan has led to a boom in home-based oxygen therapy. Silent, aesthetically pleasing, and easy-to-operate units are the preferred choice for long-term respiratory management.
For hotels and construction sites in high-altitude regions (over 3000m), diffused oxygen systems powered by industrial-grade concentrators are essential to prevent altitude sickness among travelers and workers.
As a premier China Oxygen Concentrator Manufacturer, we offer a unique blend of technological expertise and supply chain efficiency that few can match globally.
Dedicated focus on medical instrument R&D and manufacturing.
Multi-stage QC monitoring ensuring 100% compliance with ISO/CE.
Strategically located near Ningbo and Shanghai ports for rapid shipping.
We don't just sell machines; we provide comprehensive respiratory solutions. From high-quality PVC oxygen masks to state-of-the-art 10L concentrators, our integrated supply chain allows us to offer OEM/ODM services that meet the specific branding and technical needs of international distributors.
Ningbo Mainline Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products in China. With over 10 years of experience in the medical field, our company has built a strong reputation for providing reliable and innovative solutions to meet the needs of healthcare professionals and patients worldwide.
Headquartered in Ningbo, Zhejiang Province, and strategically located near the port of Shanghai, we operate a state-of-the-art manufacturing facility where we produce a wide range of essential medical products, including syringes, infusion sets, gloves, and face masks. Our commitment to quality and innovation has made us a trusted partner for customers across Europe, Africa, Asia, and America.

To better serve our growing customer base, we have formed strong partnerships with over 5 strategic partners, each specializing in the production of complementary medical products such as urine bags, surgical gowns, medical tubes, wound dressings, syringes, diagnostic tools, and laboratory products. These collaborations ensure we can offer a comprehensive product portfolio that meets the diverse needs of healthcare facilities and distributors.
At Ningbo Mainline Medical, we understand that the foundation of healthcare lies in the quality and reliability of medical supplies. This is why we have established a robust quality control system, with a dedicated QC team monitoring every stage of production across all our product lines. We adhere to strict international standards to guarantee the highest level of quality and safety.
Our company is fully certified with CE and ISO standards for most of our products, reflecting our commitment to delivering products that meet global quality and safety requirements.