High-precision custom medical products engineered to integrate seamlessly into clinical configurations and advanced wound care systems.

A B2B Whitepaper on Optimizing Advanced Wound Care Sourcing, Regulatory Alignment, and Technological Evolution.
The global healthcare sector is experiencing a monumental paradigm shift in clinical protocols, particularly in the management of acute and chronic wounds. As clinical landscapes transition from passive dressing methods to active, biomaterial-supported interventions, the demand for highly specialized OEM/ODM Wound Care Kits has scaled exponentially. According to recent medical market valuations, the global wound care market is projected to reach USD 27.2 billion by 2030, driven by an aging demographic, the rising incidence of chronic diseases like diabetic foot ulcers (DFUs) and pressure ulcers, and a global consensus on minimizing surgical site infections (SSIs).
Wound care kits are highly complex medical configurations. Each procedure pack requires a distinct combination of medical-grade components, sterile barriers, and specific structural layouts. An effective OEM/ODM wound care kit manufacturer must offer comprehensive custom capabilities that span beyond basic gauze packing. The ability to integrate advanced medical tubing, drainage catheters, specialized securement devices, and surgical dressings into a single validated sterile tray is what separates modern clinical manufacturers from conventional packaging factories.
Pre-packaged assemblies reduce prep time in operating theaters and intensive care units, optimizing workflows for nursing staff and reducing human error during critical dressing transitions.
Single-use, pre-sterilized components packaged in structured trays significantly mitigate cross-contamination risk, safeguarding patients against nosocomial infections.
Procuring custom configuration packages ensures hospitals pay only for the tools clinical teams actually use, dramatically lowering raw material wastage and disposal costs.
Managing a single SKU for a comprehensive procedure pack streamlines warehouse operations, procurement tracking, and overall supply chain management.
Ningbo Mainline Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products in China. With over 10 years of experience in the medical field, our company has built a strong reputation for providing reliable and innovative solutions to meet the needs of healthcare professionals and patients worldwide.
Headquartered in Ningbo, Zhejiang Province, and strategically located near the port of Shanghai, we operate a state-of-the-art manufacturing facility where we produce a wide range of essential medical products, including syringes, infusion sets, gloves, and face masks. Our commitment to quality and innovation has made us a trusted partner for customers across Europe, Africa, Asia, and America.
To better serve our growing customer base, we have formed strong partnerships with over 5 strategic partners, each specializing in the production of complementary medical products such as urine bags, surgical gowns, medical tubes, wound dressings, syringes, diagnostic tools, and laboratory products. These collaborations ensure we can offer a comprehensive product portfolio that meets the diverse needs of healthcare facilities and distributors.

At Ningbo Mainline Medical, we understand that the foundation of healthcare lies in the quality and reliability of medical supplies. This is why we have established a robust quality control system, with a dedicated QC team monitoring every stage of production across all our product lines. We adhere to strict international standards to guarantee the highest level of quality and safety.
Our company is fully certified with CE and ISO standards for most of our products, reflecting our commitment to delivering products that meet global quality and safety requirements. Looking ahead, Ningbo Mainline Medical Co., Ltd. will continue to focus on improving operational efficiency, expanding our product offerings, and ensuring the highest standards of service for our customers. We aim to play a key role in promoting human health by providing superior medical products that contribute to better patient outcomes worldwide. With a focus on innovation, love, and respect for human life, we are dedicated to bringing health and well-being to people everywhere.

How we leverage high-performance biomaterials, precise medical tubing, and custom configurations to build next-generation wound care kits.
Developing high-quality wound care kits requires an in-depth understanding of material science, biological compatibility, and physical ergonomics. Our engineering teams work alongside research institutions to ensure that every material utilized—ranging from TPU, PU, medical-grade PVC, to 100% liquid silicone rubber (LSR)—undergoes strict biocompatibility evaluations under ISO 10993 standards. This prevents adverse skin reactions and ensures safe contact with broken skin surfaces over long treatment durations.
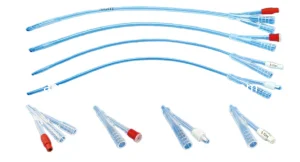
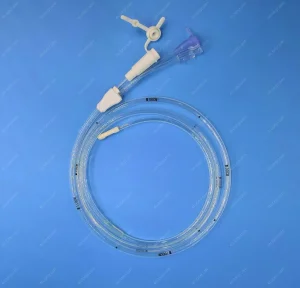
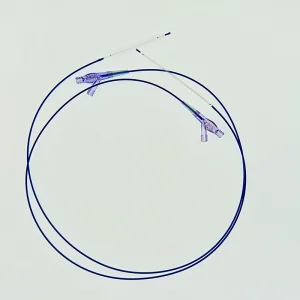
Integrating medical-grade suction and drainage tubes (such as Foley catheters and biliary drainage lines) requires precise control over lumen dimensions, wall thickness, and kink resistance. We use automated extrusion systems to prevent structural collapse under clinical negative pressures.
Modern dressings in our kits focus on establishing a moist wound healing environment. We configure kits with high-moisture transmission PU films, hydrocolloids, and superabsorbent polymer (SAP) pads designed to handle extensive wound exudates without causing skin maceration.
To reduce bacterial colonization in high-risk procedures, we provide components infused with silver ions or polyhexamethylene biguanide (PHMB), establishing an active defense shield directly over the lesion site.
Furthermore, our assembly process runs inside state-of-the-art Class 100,000 (ISO Class 8) cleanrooms, where environmental factors including airborne particulates, relative humidity, and ambient temperature are constantly monitored. By deploying automated validation protocols, we guarantee that the initial bioburden on our products remains exceptionally low prior to terminal sterilization. This step-by-step control significantly lowers the risk of endotoxin generation during sterilization, assuring maximum patient safety.
Navigating global compliance frameworks to ensure risk-free distribution in European, American, and Asian markets.
For B2B procurement managers, complying with complex medical device regulations is a critical factor. The transition from the European Medical Devices Directive (MDD) to the more rigorous Medical Device Regulation (MDR 2017/745) has raised the compliance bar for wound care and general medical supplies. Procurement managers must guarantee that their manufacturers hold certified technical documentation, clear tracking systems, and robust post-market clinical follow-up processes.
Sterilization is a fundamental parameter of our quality assurance system. Depending on the chemical and physical characteristics of the customized components in each kit, we employ validated sterilization methods that conform to international standards:
Enhancing supply chain resilience through strategic port locations, custom clearance efficiency, and localization networks.
Modern supply chain logistics require absolute speed, agility, and risk mitigation. Ningbo Mainline Medical Co., Ltd. utilizes its strategic geographical location in Ningbo, Zhejiang Province, near the major logistics hub of Shanghai Port. This gives us direct access to major international shipping routes, helping us optimize global logistics costs, minimize port delays, and secure stable shipping slots for ocean, air, or rail transport.
Our commitment to localized business operations extends beyond geographical and logistics proximity. We provide extensive support to simplify registration procedures in regional target markets. Whether you need technical datasheets, material declarations, biocompatibility documentation, or assistance with local import regulations, our specialized regulatory affairs team is equipped to support you through every stage of the process.
Answering key technical and regulatory questions from healthcare sourcing managers and B2B clients.
We offer full-spectrum customization. This includes custom kit component selection (tweezers, gauze, scissors, cotton balls, sutures, syringes, and medical tubes), plastic tray structural layout, primary sterilization pouch customization (Tyvek or PE), private-label brand packaging, and customized outer carton configurations.
We maintain strict quality control in accordance with ISO 13485 standards. Our products hold CE certifications, backed by comprehensive technical documentation, traceability systems, and raw material validation reports. We work closely with our B2B partners to provide all the documentation needed to comply with the European MDR.
All sterile kits are subjected to validated sterilization processes, primarily Ethylene Oxide (ETO) in accordance with ISO 11135, or Gamma Irradiation in accordance with ISO 11137. We perform regular bioburden testing, sterility assurance audits, and residue analyses to guarantee absolute safety.
Production lead times generally range between 30 to 45 days, depending on the complexity of the kit components and the serialization requirements. MOQs are determined on a product-by-product basis to accommodate raw material constraints and cleanroom setup needs. Please contact our sales office for specific project assessments.
All materials are sourced from validated raw material suppliers and undergo comprehensive biocompatibility testing (including cytotoxicity, sensitization, and intracutaneous reactivity tests) in accordance with the ISO 10993 framework to guarantee patient safety.
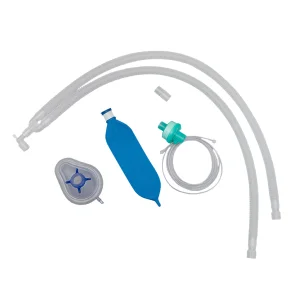
Engineered for high clinical safety, precise execution, and robust patient ventilation support.