Engineered for stability, biocompatibility, and optimal flow dynamics. Configured for primary care clinics, private hospitals, and regional healthcare departments across Namibia.



Years Industry Expertise
ISO & CE Compliant Quality
Cleanroom Production Standard
Global Logistics Tracking
Namibia's medical supply chain presents unique operational challenges. Healthcare facilities—ranging from state-run hospitals overseen by the Ministry of Health and Social Services (MoHSS) in Windhoek to high-end private clinics in Walvis Bay and Swakopmund—demand reliable access to sterile, medical-grade respiratory consumables. In particular, the arid climate of Namibia changes the physiological parameters of mechanical ventilation. Dry, dusty conditions in many inland regions necessitate highly efficient humidification systems, premium heat and moisture exchangers (HMEs), and robust corrugated tubing designed to mitigate water condensation or compliance loss.
As a leading global breathing circuit manufacturer and exporter, Ningbo Mainline Medical Co., Ltd. supplies high-performance disposable anesthesia and ventilator systems specifically configured to withstand international transit, temperature fluctuations, and demanding clinical environments. We ensure that Namibian medical distributors and procurement managers receive clinical-grade solutions that optimize patient care while minimizing cross-contamination risks.
Integrating international manufacturing standards with local adaptation demands in Sub-Saharan Africa.
Our circuits are manufactured using medical-grade, non-toxic PVC, polypropylene, and EVA. Free from harmful plasticizers and phthalates, they prevent chemical leaching under heated humidification, ensuring high-fidelity delivery of respiratory gases.
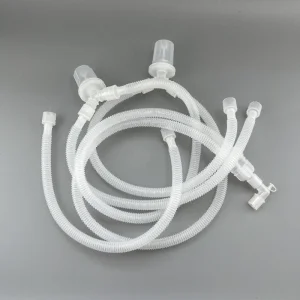
Optimized interior wall smoothness reduces flow resistance and dynamic work of breathing (WOB) for ventilated ICU patients. Standardized connectors (22mm/15mm) guarantee leak-free fitments across multiple ventilator platforms.
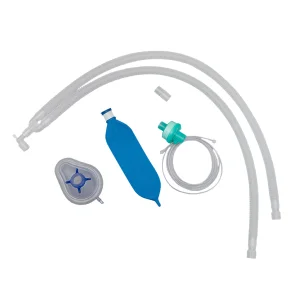
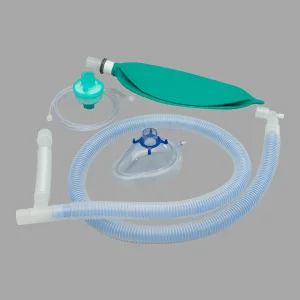
From water traps that manage condensates in humid environments to integrated heat moisture exchangers (HMEs) and gas sampling ports, we assemble bespoke kits designed for neonatal, pediatric, and adult protocols.
To assist clinical procurement officers at both private hospital groups (e.g., Mediclinic, Life Healthcare) and public facilities in Namibia, the table below provides a detailed breakdown of specifications and recommended configurations based on therapeutic needs and local environmental conditions.
| Circuit Type | Primary Applications | Standard Configuration | Namibia Local Adaptability Profile |
|---|---|---|---|
| Corrugated Systems | General anesthesia, short-term ICU transport | 1.5m / 1.8m length, standard 22mm connections | Cost-effective baseline choice. High flexibility, optimal for high-turnover clinical units in urban hubs. |
| Expandable / Extendable | Dynamic clinical configurations, mobile ER setups | Variable length (0.4m to 2.0m), space-saving box dimensions | Reduces shipping volume, lowering regional logistics costs into Walvis Bay. Saves storage space. |
| Smoothbore Circuits | Long-term ICU ventilation, high-flow oxygen delivery | Rigid exterior spiral, ultra-smooth inner lumen to prevent moisture pooling | Highly recommended for arid regions (e.g., Windhoek Central ICU) to prevent condensation buildup and simplify continuous humidification. |
| Neonatal / Pediatric | NICU, pediatric surgery suites | 15mm or 10mm diameter, lightweight connectors, minimal dead space | Specially calibrated flow parameters to protect sensitive neonate lungs against volutrauma/barotrauma. |
High-efficiency filtration, biocompatible tubing, and neonatal circuits engineered for target critical care environments.



Ningbo Mainline Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products in China. With over 10 years of experience in the medical field, our company has built a strong reputation for providing reliable and innovative solutions to meet the needs of healthcare professionals and patients worldwide.
Headquartered in Ningbo, Zhejiang Province, and strategically located near the port of Shanghai, we operate a state-of-the-art manufacturing facility where we produce a wide range of essential medical products, including syringes, infusion sets, gloves, and face masks. Our commitment to quality and innovation has made us a trusted partner for customers across Europe, Africa, Asia, and America.
To better serve our growing customer base, we have formed strong partnerships with over 5 strategic partners, each specializing in the production of complementary medical products such as urine bags, surgical gowns, medical tubes, wound dressings, syringes, diagnostic tools, and laboratory products. These collaborations ensure we can offer a comprehensive product portfolio that meets the diverse needs of healthcare facilities and distributors.
At Ningbo Mainline Medical, we understand that the foundation of healthcare lies in the quality and reliability of medical supplies. This is why we have established a robust quality control system, with a dedicated QC team monitoring every stage of production across all our product lines. We adhere to strict international standards to guarantee the highest level of quality and safety.
Our company is fully certified with CE and ISO standards for most of our products, reflecting our commitment to delivering products that meet global quality and safety requirements.
Looking ahead, Ningbo Mainline Medical Co., Ltd. will continue to focus on improving operational efficiency, expanding our product offerings, and ensuring the highest standards of service for our customers. We aim to play a key role in promoting human health by providing superior medical products that contribute to better patient outcomes worldwide. With a focus on innovation, love, and respect for human life, we are dedicated to bringing health and well-being to people everywhere.
Exporting medical devices to the SADC region requires rigorous compliance frameworks. All imports into Namibia must align with the regulations set by the Namibia Medicines Regulatory Council (NMRC), which evaluates safety, quality, and clinical efficacy. Ningbo Mainline Medical ensures all export documentation, including detailed material safety data sheets (MSDS), certificates of conformity, CE certification, and ISO 13485 registration details are pre-validated to ensure rapid customs clearance at the Port of Walvis Bay or Hosea Kutako International Airport.
Our dedicated shipping division coordinates multiple freight lanes directly targeting Southern Africa:
The global medical community is transitioning towards carbon-neutral single-use systems. Mainline Medical is at the forefront of this shift, actively testing Bio-PVC alternatives and phthalate-free elastomers that reduce manufacturing carbon footprints without compromising tensile strength or clinical reliability. Additionally, our R&D team is refining integrated heated-wire configurations that communicate directly with next-generation smart ICU ventilators, stabilizing temperature profiles across varying environmental conditions.
Explore our full range of breathing circuits and ICU systems certified for immediate import into Namibia.




Critical details regarding compliance, shipping, sterilization, and material safety for importing to Namibia.