The Argentinian healthcare landscape is currently undergoing a significant technological transformation. As the second-largest economy in South America, Argentina's medical device market is driven by a sophisticated mix of public and private healthcare systems. Cities like Buenos Aires, Córdoba, and Rosario are hubs for advanced intensive care units (ICUs) where the demand for high-quality Suction Catheters and Breathing Circuits has reached an all-time high.
Following the global shifts in respiratory medicine, Argentinian hospitals are increasingly moving away from reusable components toward disposable, medical-grade PVC and EVA solutions. This transition is primarily motivated by the need to reduce Hospital-Acquired Infections (HAIs) and streamline clinical workflows. Our factory provides the essential link between high-output manufacturing and the specific regulatory requirements set by ANMAT (Administración Nacional de Medicamentos, Alimentos y Tecnología Médica), ensuring every suction catheter and breathing circuit meets the rigorous safety standards of the local market.
Years Experience
Hospitals Supplied
Purity Grade PVC
Global Certification
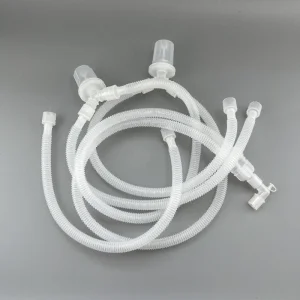
At Ningbo Mainline Medical, we don't just supply products; we engineer solutions. Our Breathing Circuits are designed with an "AI-Precision" philosophy, where computerized molding ensures uniform wall thickness and optimal flow dynamics. This is crucial for the Argentinian market, where varied climatic conditions—from the humid pampas to the dry Andean regions—can affect moisture management within the circuits.
Our circuits feature:
Utilizing automated precision to ensure every suction catheter and breathing tube is defect-free and ready for critical care.
Meeting international environmental standards while maintaining high durability for long-duration anesthesia.
Triple-layer sterilization monitoring to guarantee patient safety in Argentinian surgical environments.
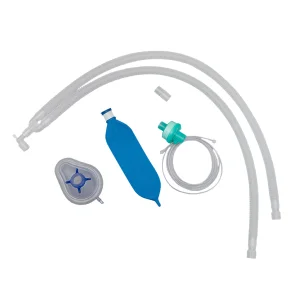
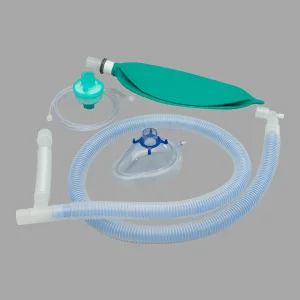
Current trends in the Argentinian medical sector indicate a rising preference for "Expandable Circuits" which offer logistical advantages. Given the vast geography of Argentina, expandable circuits allow for significant savings in storage space and transport costs, making them ideal for suppliers serving remote regions like Patagonia or the northern provinces.
Furthermore, the integration of Heat and Moisture Exchangers (HME) and high-efficiency filters is becoming a standard practice in Buenos Aires private clinics. Our products are designed to be fully compatible with major ventilator brands used in the region, such as Medtronic, Dräger, and GE, providing a seamless plug-and-play experience for Argentinian healthcare professionals.
Ningbo Mainline Medical Co., Ltd. is a leading professional supplier of high-quality medical instruments and healthcare products in China. With over 10 years of experience in the medical field, our company has built a strong reputation for providing reliable and innovative solutions to meet the needs of healthcare professionals and patients worldwide.

Headquartered in Ningbo, Zhejiang Province, and strategically located near the port of Shanghai, we operate a state-of-the-art manufacturing facility where we produce a wide range of essential medical products, including syringes, infusion sets, gloves, and face masks. Our commitment to quality and innovation has made us a trusted partner for customers across Europe, Africa, Asia, and America.
To better serve our growing customer base in regions like South America, we have formed strong partnerships with over 5 strategic partners, each specializing in the production of complementary medical products such as urine bags, surgical gowns, medical tubes, wound dressings, diagnostic tools, and laboratory products. These collaborations ensure we can offer a comprehensive product portfolio that meets the diverse needs of healthcare facilities and distributors.
At Ningbo Mainline Medical, we understand that the foundation of healthcare lies in the quality and reliability of medical supplies. This is why we have established a robust quality control system, with a dedicated QC team monitoring every stage of production across all our product lines. We adhere to strict international standards to guarantee the highest level of quality and safety. Our company is fully certified with CE and ISO standards for most of our products, reflecting our commitment to delivering products that meet global quality and safety requirements.